

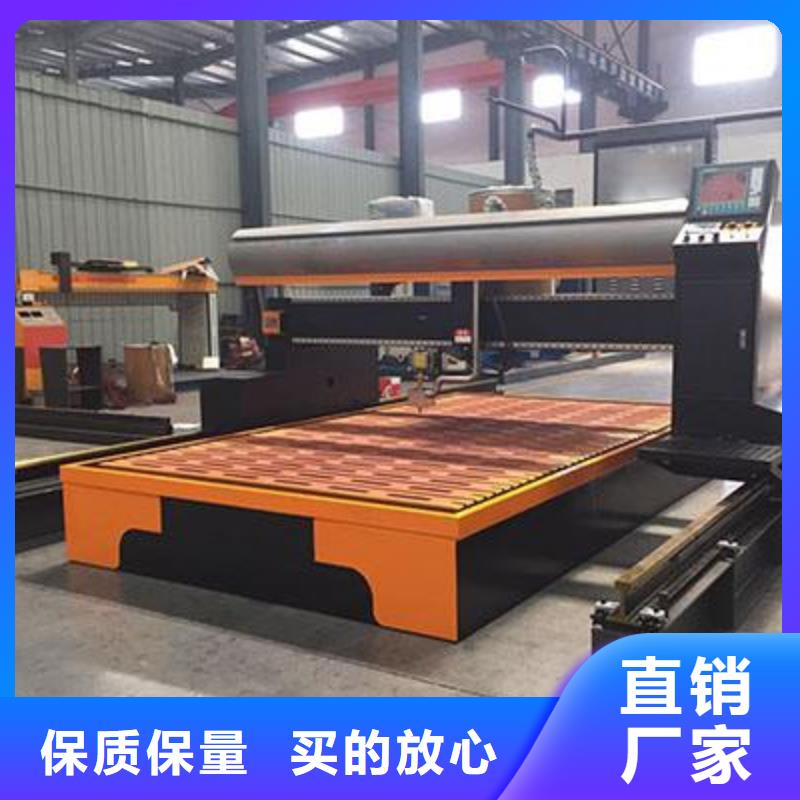

想要探索16mn钢板特点的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
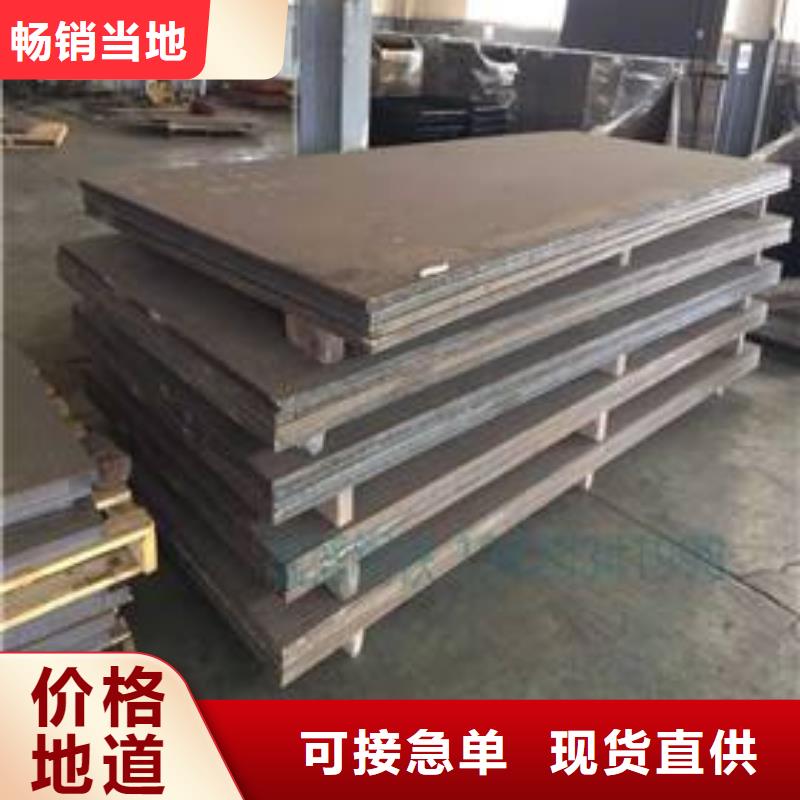
以下是:16mn钢板特点的图文介绍
页面所展示的 耐厚板产品可销往江苏、上海、浙江、福建、安徽、江西、山东、山西、河北、河南、北京、天津、辽宁、吉林、黑龙江、内蒙、宁夏、陕西、新疆、青海、湖南、湖北、重庆、四川、贵州、云南、广东、广西、海南等省市和自治区。




堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


